
Page 99 - CAT-027-6 IT.TE.DI. Catalog
P. 99
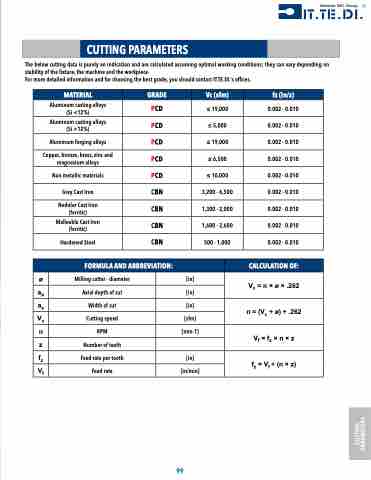
CUTTING PARAMETERS
The below cutting data is purely an indication and are calculated assuming optimal working conditions; they can vary depending on stability of the fixture, the machine and the workpiece.
For more detailed information and for choosing the best grade, you should contact IT.TE.DI.’s offices.
MATERIAL
GRADE
Vc (sfm)
fz (in/z)
Aluminum casting alloys (Si <12%)
PCD
≤ 19,000
0.002 - 0.010
Aluminum casting alloys (Si >12%)
PCD
≤ 5,000
0.002 - 0.010
Aluminum forging alloys
PCD
≤ 19,000
0.002 - 0.010
Copper, bronze, brass, zinc and magnesium alloys
PCD
≤ 6,500
0.002 - 0.010
Non metallic materials
PCD
≤ 10,000
0.002 - 0.010
Grey Cast Iron
CBN
3,200 - 6,500
0.002 - 0.010
Nodular Cast Iron (ferritic)
CBN
1,300 - 2,000
0.002 - 0.010
Malleable Cast Iron (ferritic)
CBN
1,600 - 2,600
0.002 - 0.010
Hardened Steel
CBN
500 - 1,000
0.002 - 0.010
FORMULA AND ABBREVIATION:
CALCULATION OF:
ø
Milling cutter - diameter
[in]
Vc = n × ø × .262
ap
Axial depth of cut
[in]
ae
Width of cut
[in]
n = (Vc ÷ ø) ÷ .262
Vc
Cutting speed
[sfm]
n
RPM
[min-1]
Vf = fz × n × z
z
Number of teeth
fz
Feed rate per tooth
[in]
fz = Vf ÷ (n × z)
Vf
Feed rate
[in/min]
99
CUTTING PARAMETERS
